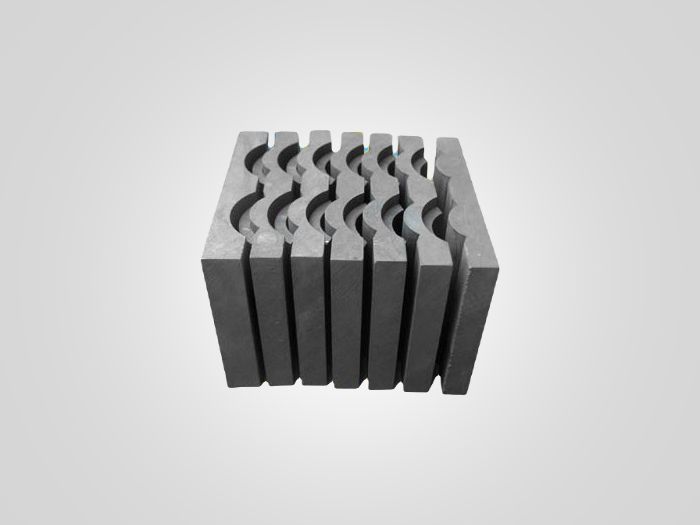
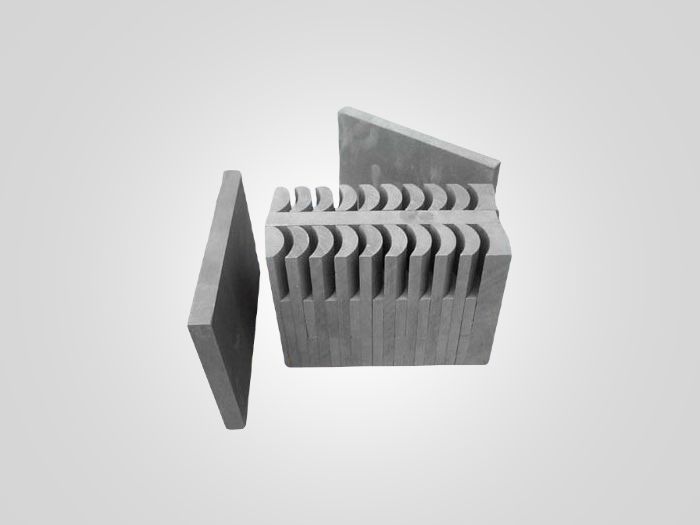
陶土組合模具


全(quán)國服務熱線
13137947303
全(quán)國服務熱線
13137947303

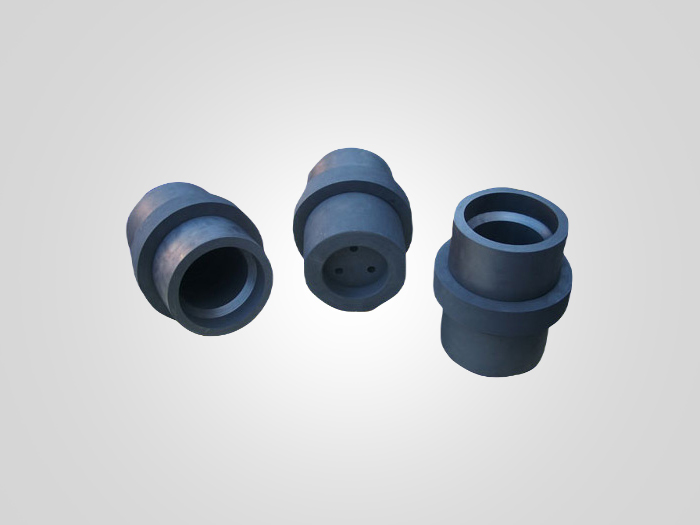
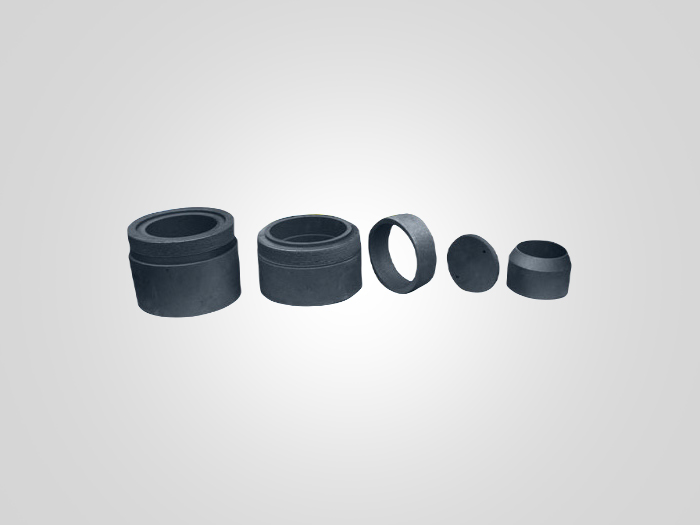
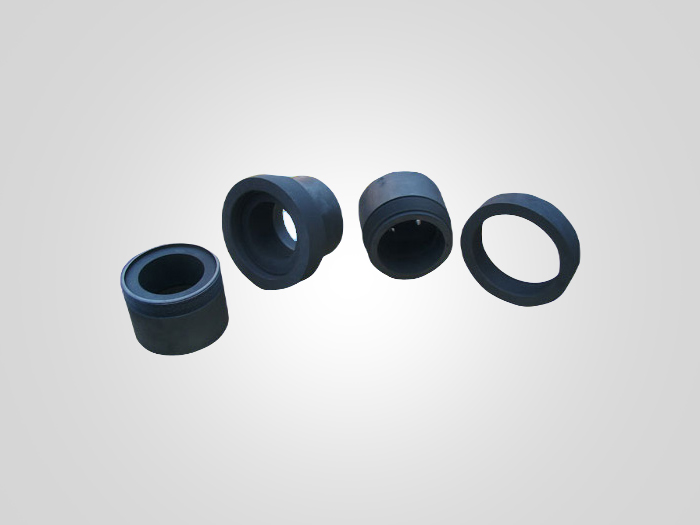
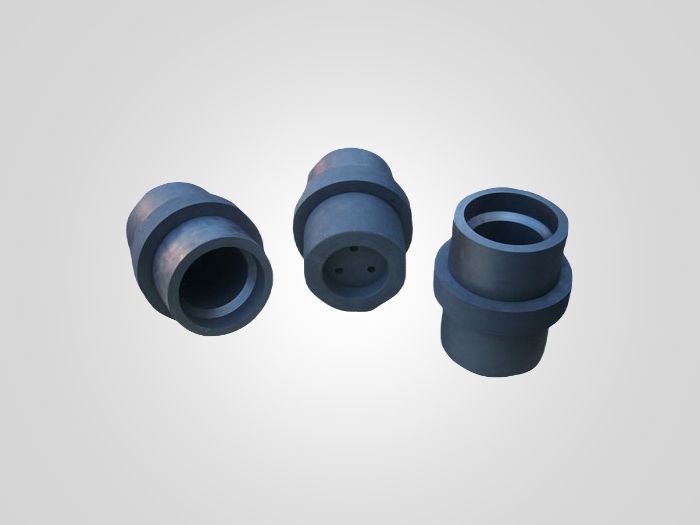
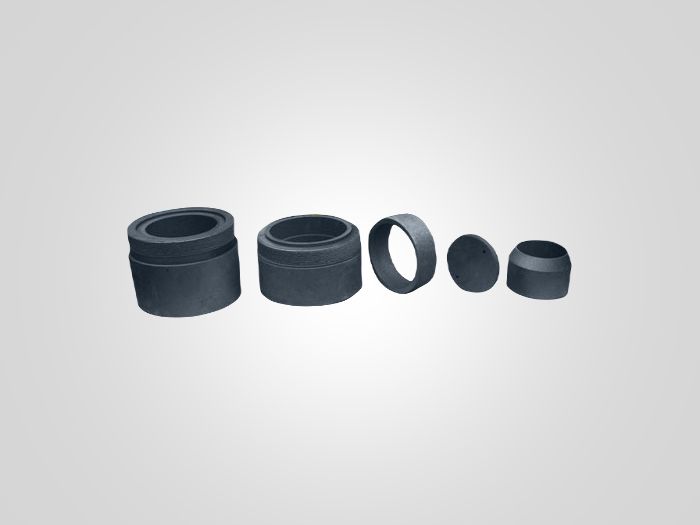
陶土組合模具 - 分體鑽頭模具(jù)
 產品詳情product details
產品詳情product details陶土組合模具
客戶案例Customer case品(pǐn)牌優勢Brand advantage經(jīng)驗豐富 產品多樣
自主研發(fā) 性價比(bǐ)高
支持定製解決方案
售前(qián)售後 服務完善
相關產品Related products相關新聞Relevant news返回頂部